The following tables show standard dimensions for keys and their grooves.
Search in blog
Blog categories
Latest posts



CLEARANCE HOLE CHART
Read more
Clearance hole chart for inch bolts and screws according to ASME B18.2.8

Pigment/Binder Ratio
Read more
One of the earliest forms of comparison. The pigment/binder ratio is the weight ratio of the sum of the pigments...
Popular posts

Properties of Common Solvents
Density, boiling point, evaporation rate, and flash point of common solvents
Read more

Tip Speed Definition and Formula
Blade Speed (tip speed), measures how far a point on the outer most edge of the disperser blade travels in a given...
Read more

Paint Formulation
Paint consists of four basic components:
Resin
Pigment
Solvent
Additives
The performance of a coating is influenced...
Read more

MixScale - Scale of Agitation
Mix Scale is used to quantify the mixing intensity needed for a given process as well as provide a frame of reference...
Read more

Viscosity Conversion
Viscosity Conversion table comparing some of the typical viscosity scales used in Paint and Coatings including:...
Read more
Featured posts
CLEARANCE HOLE CHART
Clearance hole chart for inch bolts and screws according to ASME B18.2.8
Read more
Pigment/Binder Ratio
One of the earliest forms of comparison. The pigment/binder ratio is the weight ratio of the sum of the pigments...
Read more
2021 Eastern Coatings Show
Visit the DisperseTech booth #201 at the Eastern Coatings Show November 17-19, 2021.
Read more
Blog tags
Photo gallery
No featured images
Archived posts
Top authors

Disperser Blade Mounting

Blade Mounting Sheet
DisperseTech Blade Mounting Sheets
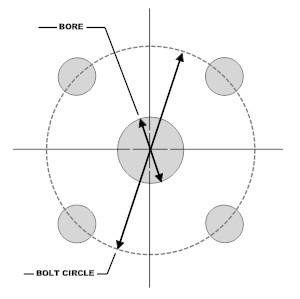
CENTER BORE and PIN HOLES
By far this is the most common configuration. A center hole is drilled in the blade. Two (2), three (3), four (4) or more holes (pin holes) are drilled around the center hole. Drive pins extend from a hub or taper plate through the blade and typically extend into a lower plate or washer. Torque is transferred from these pins to the pin holes in the blade. This design is used throughout the horsepower range and blade size range. As blade diameter increases, the distance between pinholes and/or the number of pinholes is increased.
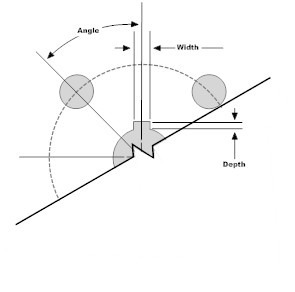
CENTER BORE and KEYWAY
This configuration is primarily promoted by Hockmeyer Equipment Corporation. In this design a keyway is cut into the blade extending from the center bore. The dispersion blade is again sandwiched between a pair of taper plates, which are also keyed. A keyway is also cut into the shaft. Torque is transferred from the shaft through a key to the blade. Typically used through 60 HP with blades up to approximately 18" in diameter.
Bowers Process Equipment
Bowers produced dispersers in Stratford, Ontario. They make use of a very common design in driving their disperser blades, CENTER BORE and PIN HOLES. Unlike most, they made use of an odd 3 pin holes at 120 degrees. Common bores include
- 1-1/2" Center Hole and three (3) 3/8" pin holes on a 2-1/4" bolt circle
- 2-13/16" Center Hole and three (3) 17/32" pin holes on a 4" bolt circle
Cowles / Morehouse Cowles
Morehouse Cowles manufactures dispersers on the west coast. Their blades are mounted with center hole and pin holes. Some of their common arrangements include:
- 5/8" center hole ONLY
- 5/8" center Hole and two (2) 3/8" pinholes on a 2-1/4" bolt circle
- 5/8" center Hole and four (4) 3/8" pinholes on a 2-1/4" bolt circle
- 3-9/16" center Hole and four (4) 21/32" pinholes on a 4-1/16" bolt circle
Hockmeyer Equipment Corp.
Hockmeyer Equipment Corporation, a disperser manufacturer located in the Carolinas is one of the only manufacturers to use a design consisting of a CENTER BORE and KEYWAY to transfer torque to the blade. The most common of the bore designs for the Hockmeyer Blade include:
- Lab to 3 HP - 1/2 bore with Keyway
- 5hp to 7.5 hp - 3/4" bore with keyway
- 10 to 30 hp - 1-3/8" bore 40 to
- 60 hp - 2-3/16" Bore
- 100 hp - 2-3/4" Bore *NOTE -
- Large HP 2-3/4" Bore may also have (2) 1/2" Pinholes on 8" bolt circle
Jaygo Incorporated
Jaygo Incorporated is based in the North Jersey Area. Their blades are mounted with a center hole and pinholes. The most common of the bore designs include:
- 5/8" center Hole and two (2) 9/16" pinholes on a 4" bolt circle
Myers Mixers
Myers Mixers has been building since the 1940. Myers also uses a center hole and pin hole arrangement. Their most common bores include:
- 5/8" Center Hole and two (2) 7/16" pin holes on a 2-3/4" bolt circle
- 5/8" Center Hole and two (2) 7/16" pin holes on a 3-1/4" bolt circle
- 5/8" Center Hole and four (4) 7/16" pin holes on a 5" bolt circle
- 3" Center Hole and four (4) 9/16" pin holes on a 5" bolt circle
- 3-1/2" Center Hole and four (4) 9/16" pin holes on a 5" bolt circle
Schold Machine Company
Schold is a Chicago based disperser manufacturer. The most common of the bore designs include:
- 5/8" Center Hole and two (2) 1/2" pin holes on a 2-1/4" bolt circle
- 1" Center Hole and two (2) 1/2" pin holes on a 6" bolt circle
Shar Systems Inc.
Shar manufactures dispersers in Indiana. The most common of the bore designs include:
- 3/4" Center Hole and two (2) 5/16" pin holes on a 2-1/2" bolt circle
- 1-3/4" Center Hole and two (2) 5/16" pin holes on a 2-1/2" bolt circle
- 3/4" Center Hole and two (2) 3/4" pin holes on a 3-1/2" bolt circle
Latest posts
CLEARANCE HOLE CHART
Read more
Clearance hole chart for inch bolts and screws according to ASME B18.2.8
Pigment/Binder Ratio
Read more
One of the earliest forms of comparison. The pigment/binder ratio is the weight ratio of the sum of the pigments...
Popular posts
Properties of Common Solvents
Density, boiling point, evaporation rate, and flash point of common solvents
Read more
Tip Speed Definition and Formula
Blade Speed (tip speed), measures how far a point on the outer most edge of the disperser blade travels in a given...
Read more
Paint Formulation
Paint consists of four basic components:
Resin
Pigment
Solvent
Additives
The performance of a coating is influenced...
Read more
MixScale - Scale of Agitation
Mix Scale is used to quantify the mixing intensity needed for a given process as well as provide a frame of reference...
Read more
Posted in:
Mixing and Dispersion
Leave a comment
Related posts
 What to consider when moving to an Inverter
What to consider when moving to an Inverter
Inverters offer many benefits over traditional mechanical drives with fewer moving parts, larger speed ranges,...
Read more
Dual-Axis Centrifugal Mixer - A Better Mix
Review of the function and operation of planetary-centrifugal mixers. Published July 2010, Adhesives and Sealants...
Read more
JACKETED TANKS AND THERMAL SHOCK
Rapid changes in temperature of the heat transfer media can thermally shock the equipment. Typically, thermal shock...
Read more
DISPERSER CONFIGURATION
The design of a dispersion system begins by defining the batch size and product characteristics. From there we can...
Read more
Tip Speed Definition and Formula
Blade Speed (tip speed), measures how far a point on the outer most edge of the disperser blade travels in a given...
Read more
Latest comments